ゴムニーダーとは何ですか、どのような構造になっていますか
あ ゴム混練機 密閉型ミキサーまたはバンバリー型ニーダーとも呼ばれるこの機械は、生ゴムとカーボン ブラック、硫黄、促進剤、可塑剤、プロセス オイルなどの添加剤を配合するために使用される密閉型の強力混合機械です。オープンミルとは異なり、ゴムニーダーは密閉されたチャンバー内で混合を実行するため、材料のロスが大幅に減少し、分散均一性が向上し、温度に敏感な化合物の処理が可能になります。
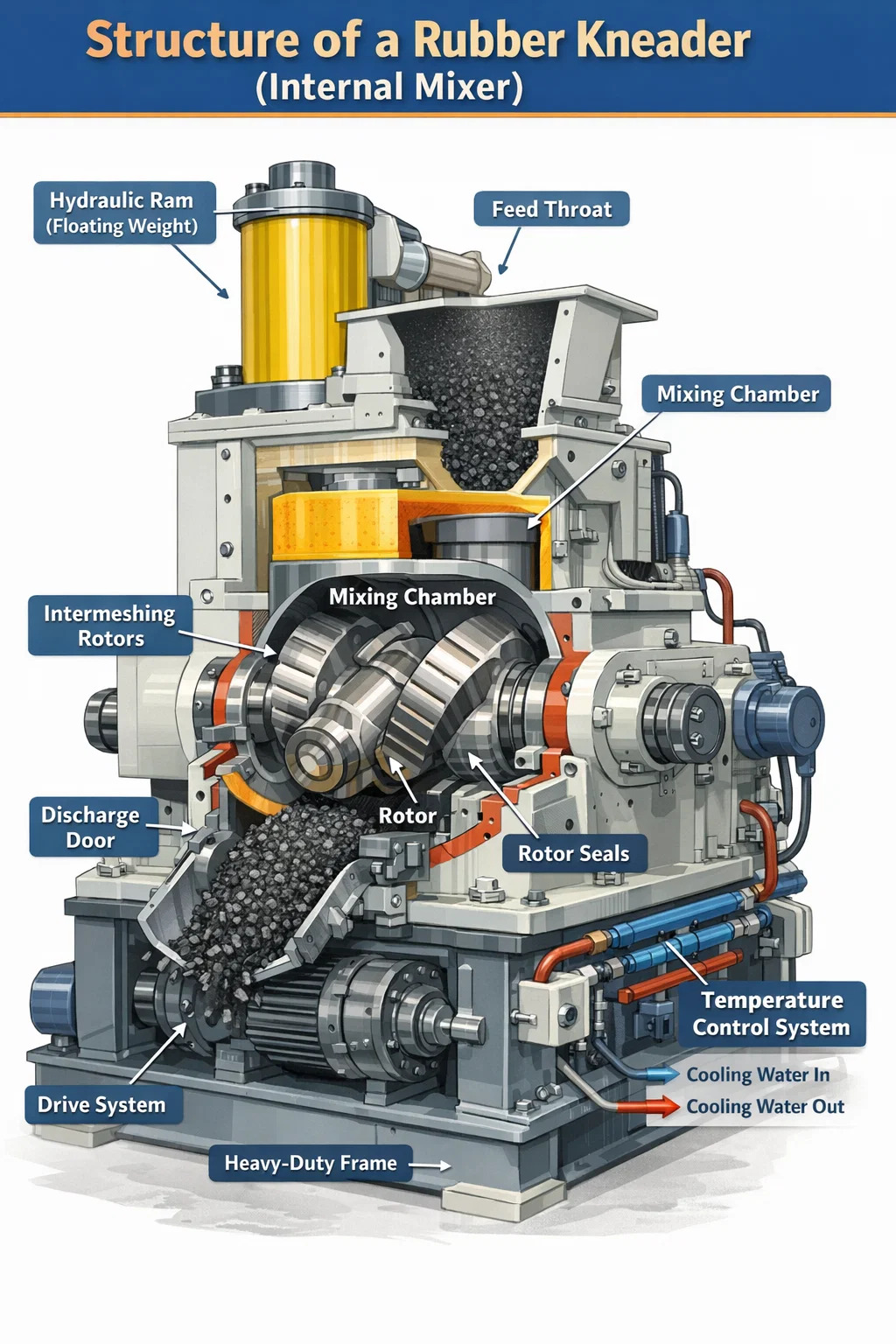
ゴム混練機の主要な構造は、混合室、ローター、油圧ラム(フローティングウェイト)、排出ドア機構、温度制御システム、駆動システムの 6 つの主要なシステムで構成されます。 それぞれが異なる機械的役割を果たしており、それらがどのように相互作用するかを理解すると、なぜ内部混練機がタイヤ製造、シール、ガスケット、ホース、および工業用ゴム製品におけるゴム配合の業界標準になっているのかがわかります。
機械本体自体は通常、高張力鋳鋼または加工鋼板で作られ、混合中に発生する巨大な機械的力 (大容量の機械ではしばしば 500 kN を超える) に耐えられるよう、内面が硬化または耐摩耗合金で裏打ちされています。
ゴムニーダーの心臓部であるミキシングチャンバー
混合チャンバーは、すべての配合が行われる密閉された空間です。これは、非常に厳しい公差で機械加工された 8 の字型のキャビティで、2 つの逆回転ローターを収容するように設計されています。チャンバーの内部プロファイルは円形ではありません。その壁はローターの形状を補完するような輪郭になっており、ゴムの塊が継続的に折り畳まれ、せん断され、ローター表面に再露出します。
チャンバー容積は、ゴム混練機を分類するために使用される主な仕様の 1 つです。研究室規模の機械のチャンバー容積は 0.3 リットル程度ですが、タイヤ工場で使用される生産グレードの内部ミキサーは 650 リットルを超える場合があります。一般的な工業用サイズの範囲は 20L ~ 270L で、充填率 (ゴム充填重量とチャンバー容積の比) は通常 0.6 ~ 0.75 の間に設定されます。
チャンバーの壁には、広範なネットワークが組み込まれています。 内部冷却および加熱チャネル 。最新のゴム混練機では、これらのチャネルはチャンバー本体に直接穿孔され、閉ループ温度制御システムに接続されています。正確な熱管理が重要です。ゴムの粘度、分散効率、およびコンパウンドの品質はすべて、バッチ温度を規定の範囲内 (処方に応じて 70°C ~ 160°C) に維持することに依存します。
チャンバーは上部本体と下部本体の 2 つの半分に分割され、ボルトで固定されています。下半分には排出ドアのヒンジが含まれています。この分割構造により、検査、洗浄、ライナー交換にアクセスできます。硬化鋼 (通常、表面硬度値 58 ~ 62 HRC) で作られたチャンバーライナーは、構造チャンバー本体を研磨性ゴムコンパウンドから保護し、機械全体を分解せずに個別に交換できます。
ローター: ゴム混練機の設計を決定する要素
ローターは、チャンバー内で実際に混合作業を実行する機械要素です。ゴム練り機で、 2 つのローターが一定の速度比で反対方向に回転します 、通常は 1:1.1 または 1:1.2 で、ローター速度の差が生じ、ローター間のニップ点、および各ローターとチャンバー壁の間のニップ点に強いせん断応力が発生します。
ローターの形状は、内部ミキサーで最も設計された要素の 1 つです。最新のゴム混練機で使用されるローターの主なタイプは 3 つあります。
- 2 翼 (楕円) ローター: ローターシャフトに沿ってねじれた2枚の螺旋状ブレードを特徴とするオリジナルのデザイン。これらは高いせん断力を生成し、混合が難しいコンパウンド、カーボン ブラック マスターバッチ、天然ゴム (NR) や EPDM などの高粘度ゴムに適しています。ローター翼とチャンバー壁の間の先端隙間は通常 2 ~ 6 mm です。
- 4 翼ローター: 分散混合と分配混合を同時に改善するために開発されました。追加のウィングにより、材料の折り畳みと回転ごとの再配向の頻度が増加し、フィラーのより迅速な組み込みが可能になります。 4 翼ローターは現在、高生産タイヤコンパウンド混合ラインの標準となっています。
- 6 翼 (または複数翼) ローター: シランカップリング効率が重要なシリカベースのタイヤコンパウンドなど、非常に微細なフィラー分散を必要とする用途に使用されます。これらのローターは、ピーク温度が低く、より穏やかでより分散的な混合を生成します。
ローターシャフトは中空で温度制御システムに接続されており、内部を冷却剤や蒸気が流れることができます。この内部ローターの冷却は、摩擦熱の発生によりコンパウンドの早期加硫 (スコーチ) が発生する可能性がある高速混合操作では不可欠です。生産用ニーダーのローター表面速度は通常、次の範囲です。 20~80rpm 、単一の混合サイクル内でこの全範囲にわたって動作できる可変速機械もあります。
ローターは、機械のサイドフレームに内蔵された頑丈な減摩ローラーベアリングによって両端で支持されています。ベアリングの配置は、ゴム配合物の圧力によるラジアル荷重と、ヘリカル ローター ウィングによって生成されるアキシャル スラスト荷重の両方に対応する必要があります。大型ニーダーのベアリングアセンブリも通常は水冷式であり、そうしないとベアリングシートの摩擦熱により耐用年数が大幅に短くなる可能性があります。
ローターシーリングシステム
ローターシャフトが側壁を通って混合チャンバーから出るところでは、シールシステムがゴムコンパウンドがシャフトに沿って漏れ出るのを防ぎます。これは、ゴム混練機の設計において技術的に最も困難な領域の 1 つです。チャンバー内部が高温になっている間、シャフトが高速で回転している間、シールには最大 0.5 ~ 1.0 MPa の圧力のゴムが含まれている必要があります。
最新のゴム混練機のほとんどは、次の 2 つのシール構造のいずれかを使用します。
- ゴムパッキン付きラビリンスシール: あ series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- メカニカルフェイスシール: 厳しい汚染要件が求められるプレミアムマシンやアプリケーションで使用されます。回転シール面が固定シートに押し付けられることで、確実なバリアが形成されます。これらのシールは空冷または水冷が可能で、パッキンタイプのシールよりも長い保守間隔を提供します。
油圧ラム (フローティング ウェイト): コンパウンド上の圧力制御
混合チャンバーの真上にあるのは、一般にフローティング ウェイトまたは油圧ラムと呼ばれる上部ラムです。これは、チャンバーの供給口の内側にフィットする形状の固体鋼またはダクタイル鉄のブロックです。その機能は、材料が装填された後に混合チャンバーの上部を密閉し、混合中にゴムバッチに下向きの圧力を加えることです。
ラム圧力は、ゴム混練機の操作において最も重要なプロセス変数の 1 つです。 ラム圧力が高くなると、ゴムコンパウンドがローターとより密接に接触し、せん断強度が増加し、分散が向上します。ただし、過剰な圧力はローターとチャンバーライナーの摩耗を促進します。生産機械のラム圧力は通常 0.2 ~ 0.8 MPa の範囲で、供給口の上に取り付けられた油圧シリンダーを介して適用されます。
ラムは垂直スロートシリンダーによってガイドされます。これは正確に機械加工された通路であり、ラムを中心に保ち、複合圧力下での横方向の動きを防ぎます。スロートの底部のダストシールは、ゴムがラム本体の周りに移動するのを防ぎます。多くの場合、ラム自体に芯があり、冷却水回路に接続されて、下のゴムからの熱吸収を管理します。
ラムを作動させる油圧シリンダーは機械本体の上のピボットフレームに取り付けられており、充填のために供給口カバーが開いたときにラムが自由にスイングできるようにします。自動化された生産ラインでは、ラムサイクルは混合プログラムによって制御されます。ラムサイクルはダンプドアが開いてバッチを解放すると自動的に上昇し、次の装入物が装填されるとすぐに下降してロックされます。
一部の新しいゴム混練機の設計、特にシリカとシランの配合に使用される混練機では、混合サイクル中にラム圧力が動的に調整されます。シラン化反応段階で圧力を一時的に下げて過熱を防ぎ、その後最終分散のために再び圧力を上げます。これには、機械制御ユニットと統合された比例油圧バルブ システムが必要です。
排出ドア機構:混合バッチの排出
排出ドアは混合チャンバーの底部を形成します。混合が完了すると、このドアが下向きに開き (設計によっては片側にスイングし)、完成したゴムバッチが重力によって下流の装置 (通常はオープンミル、二軸押出機、またはバッチオフ冷却コンベア) に放出されます。
ドアは油圧シリンダーによって作動し、そのロック機構は混合中にたわむことなくチャンバー内の全圧力に耐える必要があります。ドアのわずかな曲がりでも、ゴムがドアのシール領域にはみ出し、摩耗が促進され、汚染が発生する可能性があります。高品質のゴムニーダーは、複数のロックボルトまたはカムロック機構を使用して、ドアの周囲全体にクランプ力を均等に分散します。
ドア面 (ゴムコンパウンドと接触する表面) は通常、独立して交換可能な硬化摩耗プレートで表面処理されています。ドア本体には、チャンバー壁と同じ回路に接続された冷却チャネルが組み込まれています。ゴムまたはエラストマーのシール リングがドアの周囲に配置され、チャンバーとドアの境界面での化合物の漏れを防ぎます。このシールは定期メンテナンス時に交換される消耗品です。
排出ドアの開放時間はプロセスパラメータです。開放時間が速くなると、混合終了後にコンパウンドが熱にさらされる時間が短縮されます。これは、あらかじめ分散された加硫剤を含む温度に敏感なコンパウンドにとって重要です。高速生産ラインでは、 ドアの開閉とバッチの落下は 3 ~ 5 秒以内に完了します スループットを維持するため。
温度制御システム:ゴム混練機全体の熱管理
ゴム混練機の操作において温度管理はオプションではありません。温度管理は配合物の品質とプロセスの再現性にとって基本的な要件です。温度制御システムには、チャンバー壁、ローター本体、ラムの 3 つの熱交換ゾーンが含まれています。各ゾーンは独立して制御できます。
ほとんどの製造用ゴム混練機は、3 つのゾーンすべてに強化水を循環させる閉ループ水温制御ユニット (TCU) を使用しています。 TCU は、電気ヒーターまたは蒸気噴射を使用して水を加熱し、施設の冷水供給に接続された熱交換器を使用して水を冷却できます。目標水温はプロセス段階によって異なります。
- 予熱ステージ: シフトの最初のバッチの前に、60 ~ 90°C の水を使用してチャンバーを動作温度にします
- 混合段階: 摩擦熱を吸収し、配合物の過熱を防ぐための 20 ~ 40 °C の冷却水
- 洗浄段階: 残留化合物を柔らかくして除去しやすくするため、熱湯またはスチームで洗い流します。
化合物の温度は、チャンバー壁に取り付けられた熱電対または赤外線センサーによって監視されます。 リアルタイムの化合物温度フィードバック これは、バッチを仕様内に保つためにローター速度、ラム圧力、冷却剤流量を調整するために機械制御システムによって使用されます。一部の高度なゴムニーダー システムでは、一定の時間サイクル後ではなく、配合物の温度が設定点に達すると混合が自動的に終了します。このいわゆる温度制御されたダンプは、時間制御されたダンプよりも一貫性があり、バッチ間の変動が減少します。
ローターおよびチャンバー冷却回路の詳細
各中空ローターの内側の冷却回路は通常、表面積を最大化するスパイラルまたはボア パターンに従います。ローターシャフト端のロータリーユニオン(スイベルジョイントとも呼ばれます)は、固定冷却材供給パイプを漏れなく回転ローター内部に接続します。これらは精密部品であり、内部シールが摩耗するため定期的な検査と交換が必要です。
チャンバー壁の冷却チャネルは、通常、中心間 30 ~ 50 mm の間隔で、チャンバー ブロックを通る蛇行パターンで開けられます。これらのチャネルを通る冷却剤の流量は、機械の定格出力に十分な熱除去能力を達成するように設計されています。2000 kW の駆動モーターを備えた 270L ニーダーの場合、冷却システムは少なくとも 1.5 ~ 2.0 MW の熱エネルギーを連続的に除去できなければなりません。
駆動方式:ローターへの動力伝達
ゴム混練機の駆動システムは、電動モーター、減速機(ギアボックス)、および 2 つのローターを駆動する歯車装置で構成されます。ローターは相互に固定された速度比で回転する必要があるため、インターロック ギア セット (タイミング ギア) を介して結合されており、負荷の変動に関係なく同期が確保されます。
最新の機械では、主駆動モーターはほとんどの場合、可変周波数駆動 (VFD) 制御を備えた AC 誘導モーターです。可変速機能は、配合サイクルのさまざまな段階で混合を最適化するために不可欠です。たとえば、モーターの過負荷を避けるために最初のベール分解中は低速で運転し、その後、フィラーを組み込むために最大速度まで加速します。生産用ゴム混練機のモーター出力はチャンバー容積に応じて変化します。
| チャンバー容積(L) | 標準的なモーター出力 (kW) | ローター速度範囲 (rpm) | 共通アプリケーション |
|---|---|---|---|
| 20~40 | 110~250 | 20~60 | 小ロット、特殊化合物 |
| 75–120 | 500~900 | 20~70 | 中型タイヤと工業用ゴム |
| 200~270 | 1500–2500 | 20~80 | 大量のタイヤトレッドコンパウンド |
| 400~650 | 3000~5000 | 15~60 | 大規模なタイヤマスターバッチの生産 |
ギアボックス (減速機) は、トルクを増大させながら、モーター速度をローターの動作速度まで下げます。ゴム混練機では、ギアボックスは非常に高いトルクを処理する必要があります。ローターを 40 rpm で回転させる 2000 kW モーターの場合、ローター シャフトのトルクは 500,000 N·m を超えることがあります。ギアボックスは通常、浸炭研磨はすば歯車を備えた平行軸または直角配置で、強制送り潤滑が施された堅牢な鋳鉄または加工鋼製ケーシングに収容されています。
あ flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
フィードスロートおよび充電システム
供給口は混合チャンバーの上にある垂直の通路で、そこを通ってゴムと添加剤が投入されます。手動操作では、ゴムベールと計量された添加剤がオペレーターまたはコンベアによって喉に落とされます。自動配合ラインでは、ローターの抵抗に抗して材料をチャンバー内に押し込むために、供給口に転倒トレイまたは空気圧ラムアシスト装置が取り付けられています。
スロート開口部の寸法は、標準的なゴムベールのサイズに対応できるように設計されています。270L ニーダーのスロート開口部は通常、約 600 mm × 400 mm です。回転するダストカバーまたはフラップは、充填後にスロートを閉じて、混合中の粉塵や煙を封じ込めます。一部の機械には、中央換気システムに接続されたスロート カバーにヒューム抽出ポートが組み込まれています。これは、カーボン ブラック、硫黄、または揮発性プロセス オイルを含む化合物を混合する場合に特に重要です。
プロセスオイル、液体シラン、または特殊添加剤などの液体成分の注入は、多くの場合、チャンバー壁に直接取り付けられたポートを介して、またはラム本体を通して行われます。これらの注入ノズルは、正確な計量量を供給しながら、チャンバーの圧力と温度に耐えられるように設計する必要があり、通常は混合プログラムと統合されたギアポンプ注入システムによって制御されます。
機械フレームおよび構造コンポーネント
ゴムニーダーアセンブリ全体は、厚い鋼板または鋳物で製造された重い構造ベースフレームに取り付けられています。このフレームは、混合プロセスからの反力を吸収し、基礎に伝達します。関与する力は相当なもので、大型の製造用ニーダーはローター分離力 (ゴムの圧力によりローターを押し離す力) を生成し、混合負荷のピーク時には数百キロニュートンに達することがあります。
混合チャンバーの両側に 1 つずつある 2 つのサイド フレームは、ローター ベアリングを支え、チャンバーとベースの間の構造的接続を提供します。これらは多くの場合、機械内で最も大きな応力がかかるコンポーネントであり、応力集中を軽減するために十分なフィレット半径を備えた球状鋳鉄または厚肉加工鋼で製造されています。
最新の設備では、ニーダーのベースフレームと建物の基礎の間に防振マウントが標準装備されています。ベールの破壊中にフル装備の大型ゴム混練機は大きな振動を発生します。隔離がなければ、これが建物の構造に伝わり、近くの計装に影響を与えたり、時間の経過とともにアンカーボルトに疲労亀裂を引き起こす可能性があります。
最新のゴム混練機の制御システムと機器
現在のゴム混練機には、混合サイクル全体を自動的に管理する PLC ベースの制御システムが装備されています。制御システムは、プロセス データの連続ストリームを監視および記録します。
- 化合物温度 (チャンバー壁の熱電対または照準ポートを介して化合物に向けられた赤外線高温計によって測定)
- ローター速度 (rpm)、VFD によって連続的に調整可能
- モーター電流引き込み。これは配合粘度に比例し、混合エネルギー入力の間接的な尺度として機能します。
- 混合サイクル全体を通じて蓄積された比エネルギー入力 (kWh/kg)
- ラムの位置と圧力
- 各冷却ゾーンの冷媒入口温度と出口温度
- ダンプドア位置(開閉連動)
比エネルギー入力はおそらく混合の完全性を示す最も信頼できる指標です。 多くのゴムコンパウンドの場合、たとえばカーボンブラックの分散は、時間だけではなく、コンパウンド 1 キログラムあたりの累積エネルギー入力と密接に相関しています。最新のゴムニーダー制御により、時間エンドポイントではなくエネルギーエンドポイントによって混合プログラムを定義できるため、バッチ間の原料粘度の変動が自動的に補正されます。
あll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
ゴム混練機のタイプ間の主な構造の違い
すべてのゴム混練機が同じ構造構成を共有しているわけではありません。さまざまな製造要件を満たすために、いくつかの設計バリエーションが存在します。
タンジェンシャルローターニーダーとインターメッシュローターニーダー
タンジェンシャル ローター ニーダー (古典的なバンバリー設計) では、2 つのローターが互いに接している別々の円形経路で回転します。ローター ウィングは連動しません。これにより、ローター間に大きな混合ゾーンが形成され、そこで強いせん断が発生し、タンジェンシャルニーダーが強化フィラーの分散混合に非常に効果的になります。世界中の生産用インターナルミキサーの大部分はタンジェンシャルローターを使用しています。
噛み合い式ローターニーダー (HF Mixing 社の GK シリーズや Farrel Pomini 社の F シリーズなど) では、ローターは相互に近接して配置され、回転すると翼が重なり合い、噛み合います。概念としては二軸押出機と似ていますが、フライトははるかに短く厚いです。この設計は、明らかに異なる流れパターンを生成し、分散混合強度が若干低下する代わりに、より良好な分散混合とより低い配合温度をもたらします。噛み合いニーダーは、温度制御が最も重要な熱に敏感なシリコーンゴム、フルオロエラストマー、およびコンパウンドに適しています。
逆さ(倒立)吐出ニーダー
一部のゴム混練機の設計、特に連続または半連続処理ラインで使用されるものは、底部ドアからではなく、混合チャンバー アセンブリ全体を傾けてチャンバーの開口部が下を向き、コンパウンドが落ちるように排出します。この逆さま排出設計により、バッチの放出が速くなり、ニーダーの直下に配置された下流の処理装置との統合が容易になります。構造上の意味は、傾斜機構と油圧ロック システムを備えた非常に複雑な機械フレームです。
オープントップ(シグマブレード)ニーダー vs. 密閉式バンバリー式ニーダー
一部の業界の文脈では、「ゴムニーダー」という用語は、Z ブレードまたはシグマブレードのバッチニーダー、つまり 2 つの逆回転するシグマブレードまたは Z 形ブレードを備えた、オープントップのトラフ形状の機械を指すこともあることは注目に値します。これらは、この記事全体で説明する密閉型内部ミキサーとは構造的にまったく異なります。シグマブレードニーダーにはラムやシールシステムがなく、大気圧で動作し、高充填ゴムコンパウンドよりもシリコーンゴム配合、熱可塑性エラストマー、接着剤の調製によく使用されます。
摩耗部品とメンテナンスが重要な構造要素
ゴム混練機の構造を理解するということは、どの部品が摩耗し定期的に交換する必要があるのかを知ることにもつながります。主な摩耗アイテムは次のとおりです。
- ローターチップ: 翼端はチャンバー壁との接触応力が最も大きくなります。一部の設計では、ローターの先端に硬化肉盛溶接肉盛りが組み込まれており、現場で再適用できます。他の例では、チップの磨耗が許容値を超えたときにローター全体が交換されます。通常は、チップと壁の隙間が設計値 (2 ~ 5 mm) から 8 ~ 10 mm を超えて増加したときであり、この時点で混合効率が著しく低下します。
- チャンバーライナー: 壁ライニングセクションは交換可能な摩耗プレートで、通常は厚さが 30 ~ 50 mm で、チャンバー本体にボルト締めまたは焼きばめで取り付けられます。耐用年数は、研磨剤の塗布での数か月から、軽度の使用での数年までさまざまです。
- ローターエンドシール(パッキン): コンパウンドの種類とローター速度に応じて、300 ~ 1000 稼働時間ごとに交換します。パッキンの交換を延期すると、ベアリング領域の複合汚染が発生し、ベアリングの摩耗が劇的に加速します。
- 排出ドアシール: 排出ドアのエラストマー周囲シールは、連続生産では通常 3 ~ 6 か月ごとの計画停止中に交換されます。
- ローター冷却回路のロータリー ユニオン: これらのコンポーネントのシールの磨耗はベアリング ハウジングへの冷却剤の侵入を引き起こす可能性があるため、ほとんどの施設では毎年検査および再構築されます。
タイヤ生産施設のゴム混練機の計画メンテナンス間隔は、通常、8 時間の生産シフトを中心に構成されており、シフトごとに軽度の検査、週に一度の中間検査、および年に一度または 5,000 ~ 8,000 稼働時間ごとに大規模なオーバーホールが行われます。適切にメンテナンスされた 270L ゴムニーダーは、連続 3 シフト運転で 95% を超える機械稼働率を達成できます。